

Мы находимся в Набережных Челнах и изучаем изнутри производственные площади «Камаза», который не только пережил (в отличие от, скажем, ЗИЛа) трудные 1990-е, все экономические кризисы, но и продолжал все это время развиваться.
РИЗ, ПРЗ, ЗД, АвЗ и другие
Вряд ли сейчас можно найти автомобильный завод, где стоит только один конвейер, на котором и собирают машину полностью – от первого винтика до последнего. Так не бывает, машины производят в соответствии с требованиями заказчика. И это значит, что предприятие должно предоставить клиенту возможность выбора комплектации, а в случае с Камазом – не просто выбора, а сборки машины под заказ. Поэтому ГСК – главный сборочный конвейер – нужен именно для сборки, а вот производством агрегатов занимается множество предприятий, входящих в состав Камаза.
Конечно, о предприятиях можно рассказать отдельно – в каждом из них есть своя брутальная прелесть. Это займёт слишком много времени, поэтому мы отправимся сразу на сборку – на автомобильный завод (АвЗ), где и происходит окончательная сборка автомобиля. Но периодически будем отправляться и на другие заводы: мы же должны знать, откуда на ГСК попадают готовые кабины или дизели? Заодно и выясним, что ПРЗ – это прессово-рамный завод, а ЗД – завод двигателей. На ремонтно-инструментальный завод (РИЗ) не пойдём – нам он не так интересен, куда веселее побывать на СП «Камминз Кама» – заводе, где выпускают дизели Cummins, один из моторов, устанавливаемых на Камаз. Но не будем забегать вперед. Итак, перед нами – главный конвейер.

На предприятии трудятся более сорока тысяч человек. Но что сразу бросается в глаза – это то, что на сборке работает много женщин. Впрочем, и на некоторых других заводах «Камаза» их не меньше. Несмотря на то, что средняя зарплата здесь далеко не самая низкая (сумму называть не будем, зависть – плохое чувство), на «Камазе» есть и более высокооплачиваемая работа – вот там и мужчин побольше. А тут ворочают кабины и укладывают в них проводку в основном нежные женские руки. Кстати, пришло время первого отступления: как на сборочный конвейер попадают готовые кабины?

Прессово-рамный завод
Как вы уже знаете, автомобили Камаз оборудуют двумя типами кабин. Кабины нового типа – это те, что похожи на Мерседес (и неспроста!). Старые – привычные нам кабины родом из семидесятых годов XX века. Сначала скажем пару слов о новой «будке».
Так как кабины старого образца уже не удовлетворяли требования покупателей, работа над их заменой началась уже давно. Были попытки наладить совместное производство и с корейскими фирмами, и с компанией MAN, но в итоге донором кабины нового поколения стал Mercedes Axor. Само собой, не последнюю роль здесь сыграло приобретение компанией Daimler AG десяти процентов уставного капитала «Камаза» в 2008 году.

Все комплектующие для её сборки приходят из Германии, хотя в будущем планируется на территории существующего производства наладить штамповку кузовных панелей из собственных материалов – техническая возможность для этого есть. Пока же в Набережных Челнах производят только сварку и окраску кабин нового поколения. И тем не менее уже сейчас проводятся работы по повышению степени локализации производства немецких (а теперь уже и «наших») кабин. Если в начале работы с этими кабинами в 2013 году завод занимался только крупноузловой сборкой, то с прошлого года тут приступили к сварке мелких элементов. Только одна эта мера позволила снизить стоимость кабины на 50%.
Из 165 позиций (элементов кабин) до конца 2016 года планируется наладить выпуск 103 позиций – тех, изготовление которых не потребует слишком серьёзных инвестиций. Теперь отвлечёмся от новых кабин и посмотрим, как тут всё работает.

Может, кого-то удивит, но для транспортировки элементов будущих кабин по заводу используются простые ручные тележки. Но этому есть несколько простых объяснений. Во-первых, катать их не так тяжело, как кажется – сильно они утомить не могут. Ну а главное – в них нечему ломаться. А значит, перемещение деталей по площадке не остановится из-за поломки какой-то сложной техники, да и не приходится заниматься ремонтом линии или содержать склад запасных частей. Надо признать, что без тележки иногда не обойтись – просто, дёшево, надёжно.










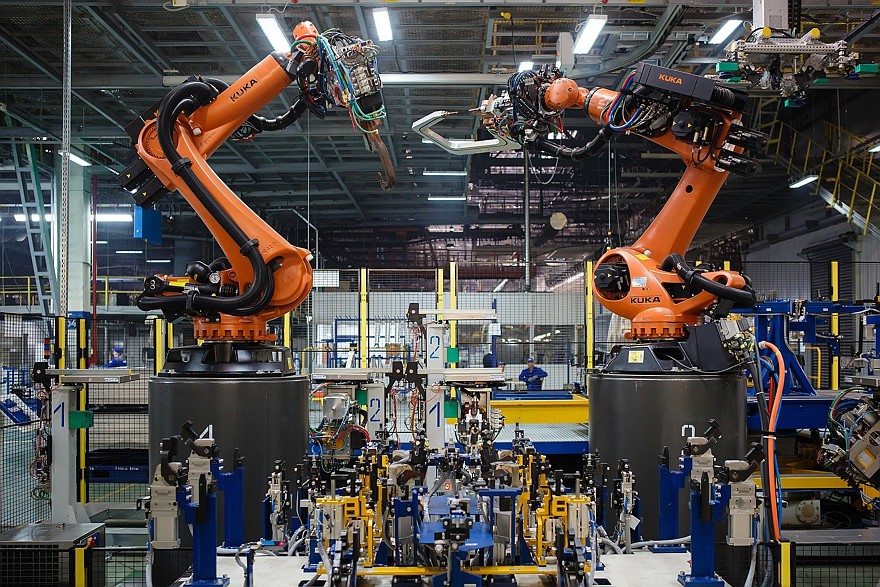
Впрочем, сварка тоже осуществляется большей частью вручную – с помощью сварочных клещей. Роботы варят только крыши, всю остальную работу выполняют люди. Но это не значит, что рабочие валятся с ног от усталости или сварка получается некачественной. Технологии, применяемые для сварки, тоже были позаимствованы у Даймлера – для этого специалисты «Камаза» ездили на один из заводов концерна в Турции. Разумеется, оснастку заказывали тоже за границей, частично в Германии, частично – в Австрии. Поэтому и сварочные клещи тоже используются самые современные, с интеллектуальными контроллерами, которые позволяют запрограммировать несколько режимов работы. Для того, чтобы ими было проще работать, все клещи подвешены на балансирах, компенсирующих их вес.

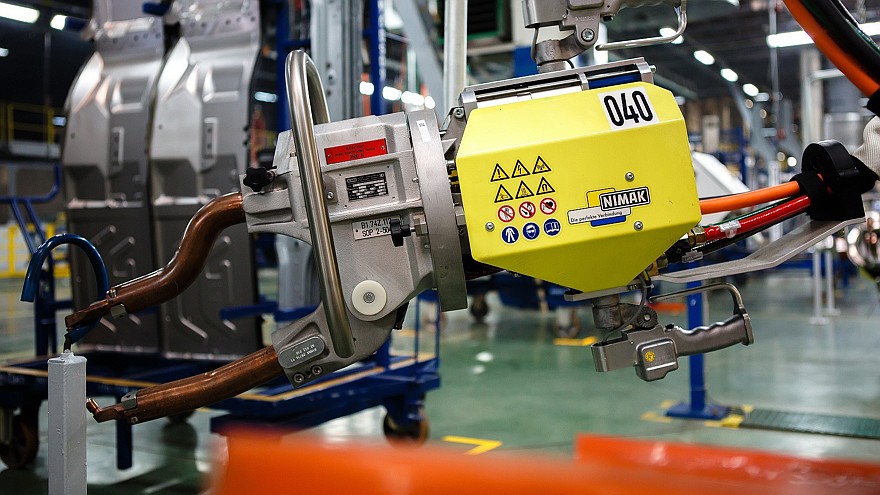
О том, как происходит сварка кабин, лучше расскажут фотографии. Я же поясню несколько моментов. Всё начинается со сварки лонжеронов и туннеля. Около каждой позиции (рабочего места) стоит тележка с комплектующими. Их здесь ровно то количество, которое потребуется на данной позиции. На всякий случай прямо на тележке есть краткая инструкция с перечнем деталей и даже с картинкой – всё это пригодится на складе, где на тележку установят именно те детали, которые необходимы на определённом этапе сварки.









На других позициях в это время варят боковины кабины, которые затем соединяют с задней стенкой.


На каждой позиции есть свой бортовой журнал – эксплуатации и обслуживания оборудования. Специалист, работающий на позиции, должен самостоятельно обслуживать своё рабочее место. Если же исправить случайно возникшую неисправность оборудования самостоятельно он не в силах, то он обязан сообщить об этом в ремонтную службу.


К кабине тем временем приваривают передок и крышу. После этого кабина отправляется на контроль – в световую камеру со специальным освещением, которое не даёт тени. Тут можно оценить качество сварки и, что, наверное, не менее важно – не получила ли кабина повреждений во время сборки. Если она проверку проходит, то отправляется на покраску.

Пока нам показывали, как подготавливают кабины к покраске и красят их, я думал о наивности некоторых автолюбителей, пытающихся наждачкой и баллончиком аэрозольной краски спасти ЛКП своего автомобиля от «жучков». Сама покраска – это несколько движений механической «руки» робота, а вот подготовка кабины – это самое интересное.
Все кабины «въезжают» на покраску на скидах – специальных подставках для транспортировки. Когда кабина садится на свой скид, на нём специальными флажками устанавливают параметры сидящей на нём кабины. Теперь нельзя будет ошибиться ни с её оборудованием, ни с цветом. И конструкция начинает свои мытарства по цеху.







Назову лишь основные операции, которое изделие переживает до покраски. Это обезжиривание погружением, промывка погружением, активация, фосфатирование, промывка в деминерализованной воде и катафорез. После этого кабина грунтуется – светлым грунтом под светлую окраску, тёмным – под тёмную. Датчики в полу считывают показания флажков на скиде – перепутать цвет грунта и будущей краски нельзя. И уже готовая окрашенная кабина попадает на сборочный конвейер автомобильного завода – каждые 16 минут.




















Прежде чем посмотреть, как происходит дальнейшая сборка Камаза, мы побываем на заводе двигателей и хотя бы на секунду забежим посмотреть на совместное производство «Камминз Кама».

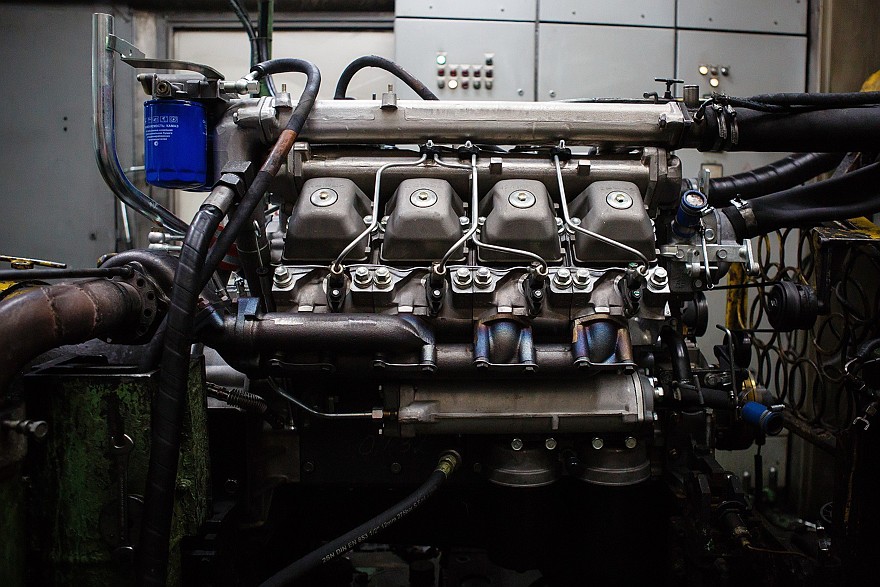
И вместо сердца – рядная «шестёрка». Или V8
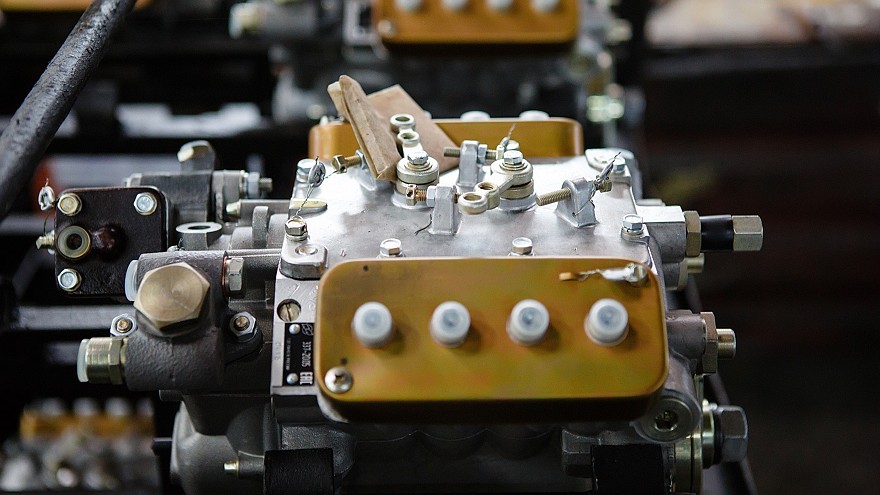
На Камазах устанавливаются разные моторы – классические моторы Камаз 740-й серии (V-образные «восьмёрки»), либо рядные шестицилиндровые дизели Мерседес и агрегаты Cummins. Уже совсем скоро на Камазе можно будет встретить новый мотор Р6, испытания которого уже идут. О нём мы чуть позже расскажем отдельно, а пока посмотрим, как делают моторы Камаз-740.


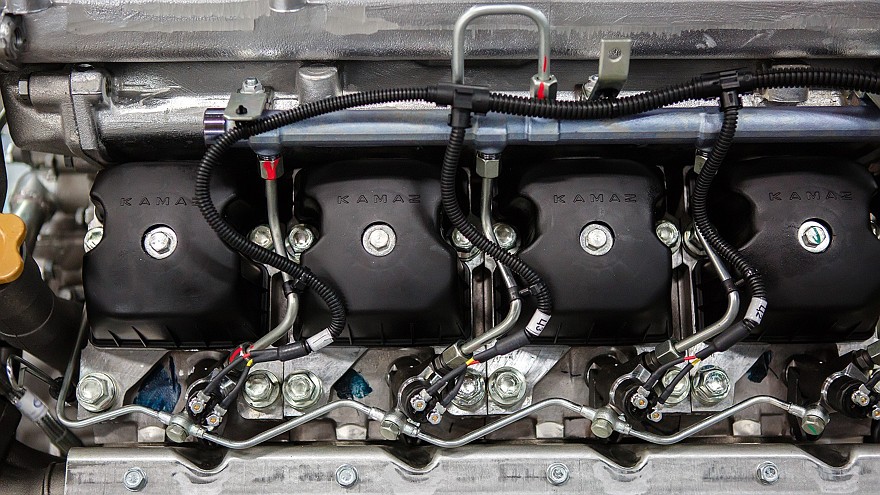

Несмотря на то, что 740-й двигатель – это уже настоящий ветеран моторного отсека Камаза, оборудование для его производства в основном используется импортное – своего в России почти нет. В СССР поставщиками станков были Украина и Прибалтика, но сейчас это тоже «заграница», причём, к сожалению, отношения с этими странами мало располагают к сотрудничеству. Впрочем, у «Камаза» налажены хорошие связи с другими иностранными предприятиями, поэтому импортное тут не только оборудование. Взять хотя бы моторы Камминз – зачем они нужны челнинскому предприятию? А дело вот в чём.
Первые моторы Камаза имели мощность от 180 до 220 л. с. Потом стали вводиться нормы Евро-2 и Евро-3. Надо было как-то исхитриться и выжать из моторов как можно большее количество «лошадок», не увеличивая его объём. Мощность татарских дизелей выросла до 260, 320, 360, 400 и 440 л. с. Ниша моторов до 260 л. с. осталась свободной – вот и появилось желание создать СП, занимающееся производством более слабых агрегатов.






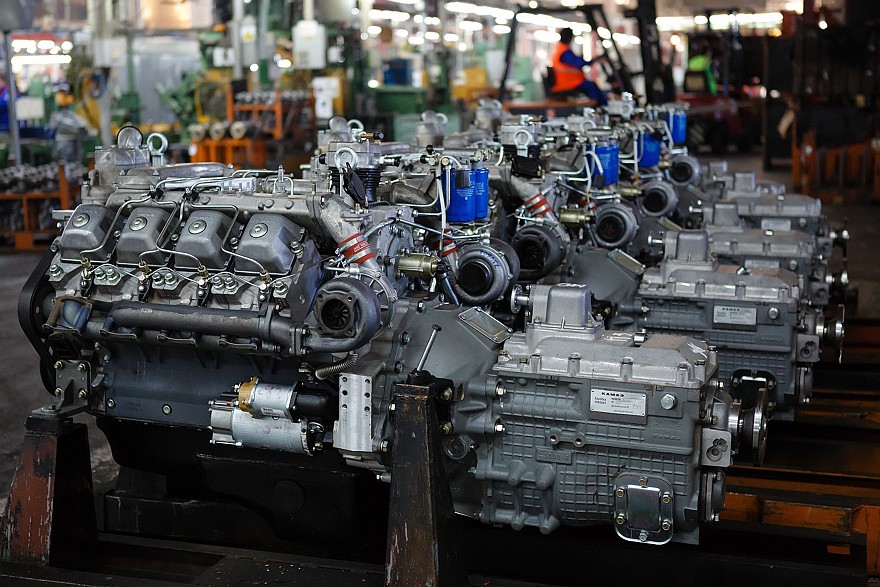
В январе 2006 года «Камаз» и американская фирма Cummins Inc заключили договор о создании совместного предприятия «Камминз Кама» – так на территории предприятия в Набережных Челнах появился новый моторный завод, дизели этого СП имеют мощность от 135 до 300 л. с. – как раз то, чего не хватало Камазу. Кстати, на территории предприятия двигателей (своего завода, не надо путать с «Камминз Кама») наладили производство и картеров коробок передач ZF, которые с недавнего времени применяются на продукции.
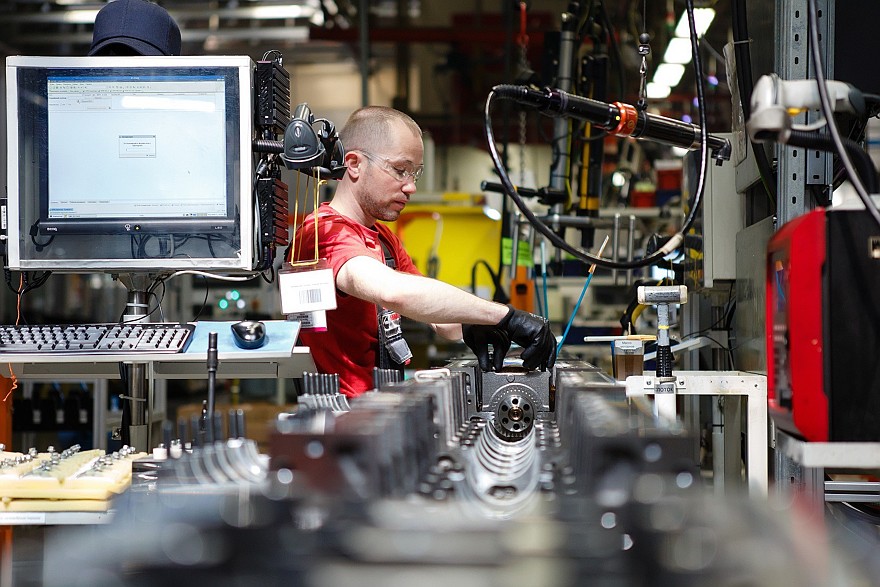
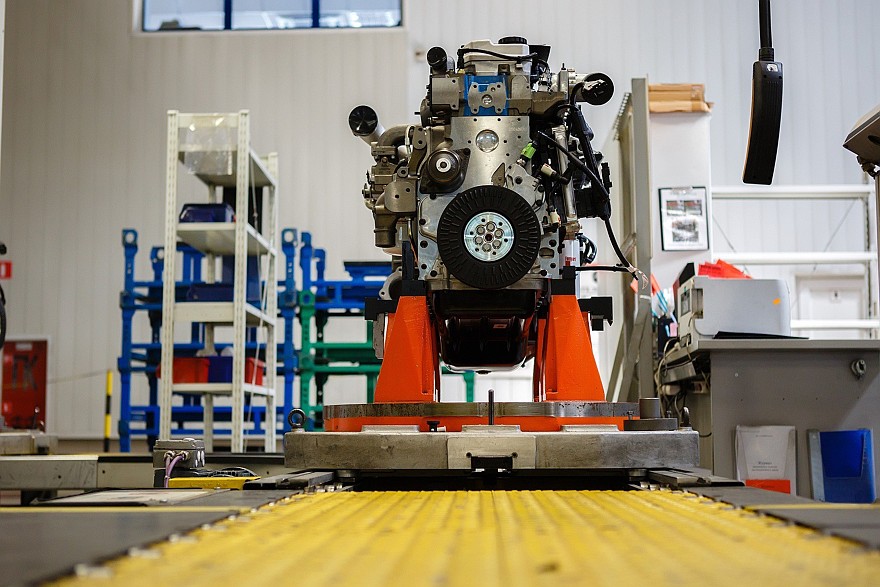
Моторы 740-й серии можно встретить не только в Камазах. Их ставят на автобусы Нефаз, используют в стационарных установках, в сельхозтехнике и даже в небольших тепловозах. Возникает вопрос: правда ли эти моторы так хороши? Наверное, да. Ведь не зря они проходят достаточно серьёзную проверку качества.




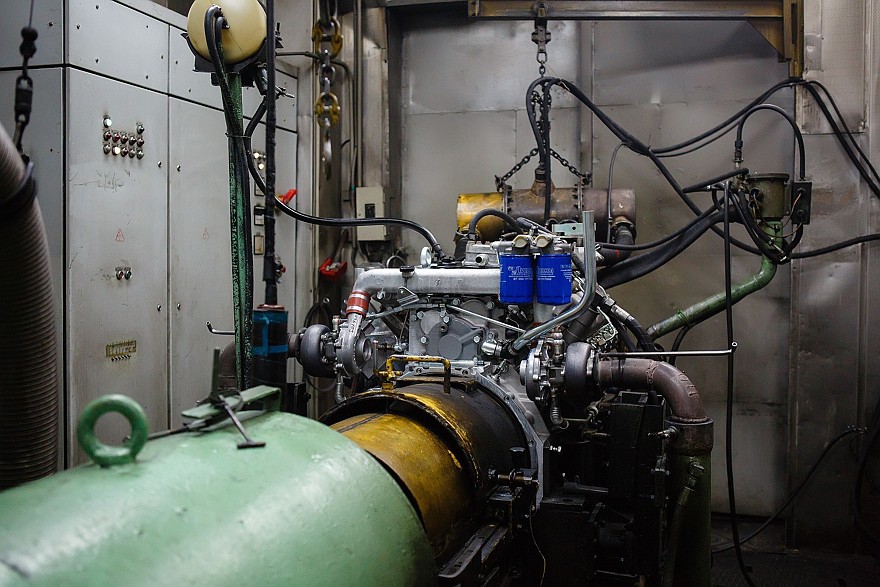
Для этого каждый мотор после сборки проходит «горячие» испытания – в зависимости от модификации двигателя существуют различные программы, только после успешного прохождения которых агрегат может занять место под кабиной машины. Обкатка проходит от 20 до 30 минут – тоже в зависимости от модели. А что будет, если мотор не пройдёт испытание? Он отправится на участок переборки двигателей, где после прохождения дефектовки решается вопрос о его доработке.
Нельзя было удержаться и не задать провокационный вопрос: а как часто двигатели не проходят контроль? Регламентом допускается всего 3% брака, но по факту число проваливших испытания моторов оказалось всего 1,5% от общего количества.



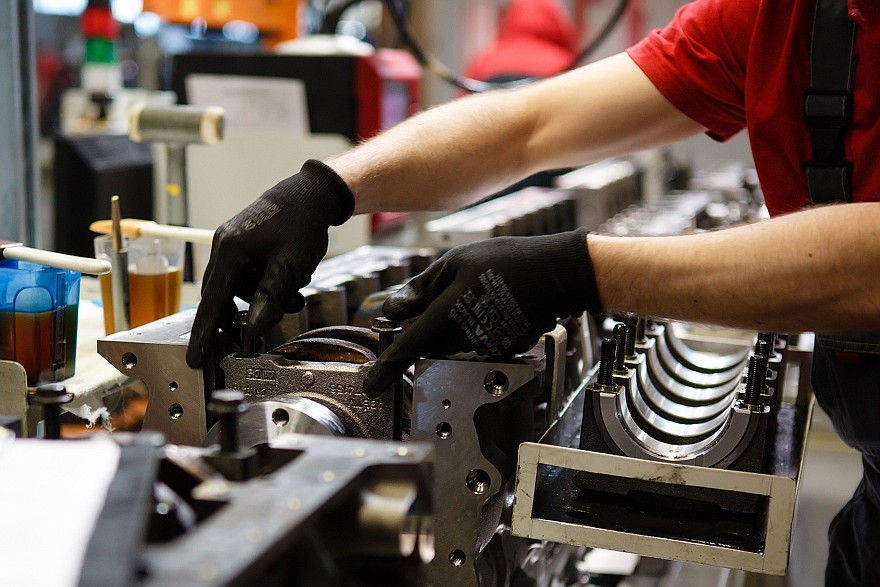
Помимо поголовной проверки собранных моторов, есть и ещё один способ контроля качества: один из двигателей каждой партии после «горячего» испытания разбирается и проходит контроль по всем параметрам – специалисты выясняют, в каком состоянии находятся гильзы, детали поршневой группы и прочие элементы. При этом неважно, сколько было моторов в партии всего – один обязательно разберут полностью.
А какие неполадки всё же встречаются? В основном – мелкие. Текущая прокладка – пожалуй, самое страшное, что может быть. Специалисты уверяют: проворотов шатунных или коренных вкладышей, дефектов блока, с которыми встречались ещё лет пять назад, сейчас нет.



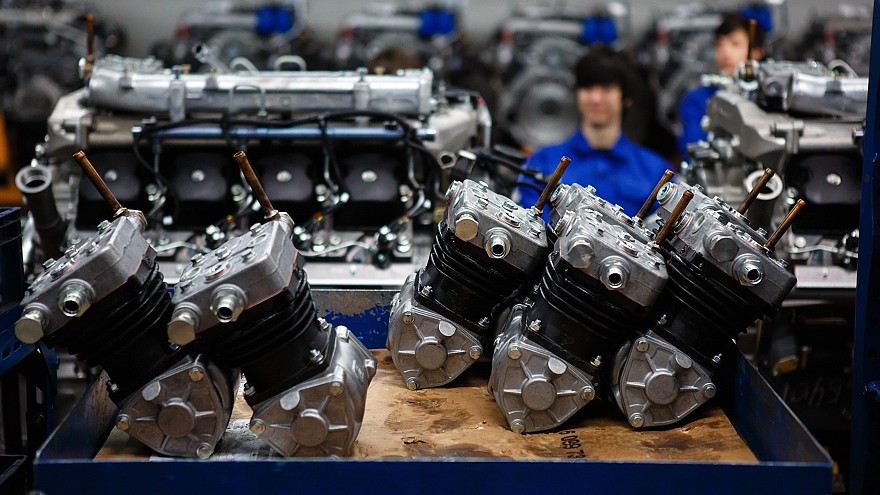
Хорошо, за свои моторы мы, можно сказать, больше не переживаем. Заглянем тогда на «Камминз Кама». Всего существует около ста модификаций моторов Cummins. Но технически они отличаются мало – это четырёх- и шестицилиндровые рядные дизели. Как и положено современному производству, тут нет огромного склада с залежами железа. Комплектующие поступают по системе Just In Time – «точно в срок». И это правильно – производство получилось компактным, хотя на конвейере расположилось 52 рабочих поста. Максимальная мощность производства – 45 000 двигателей в год (при условии работы в три смены).
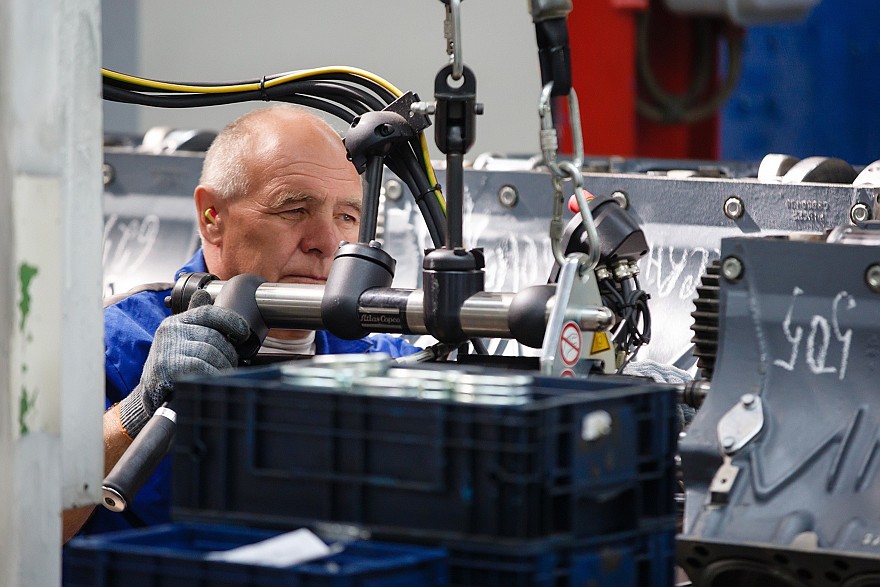
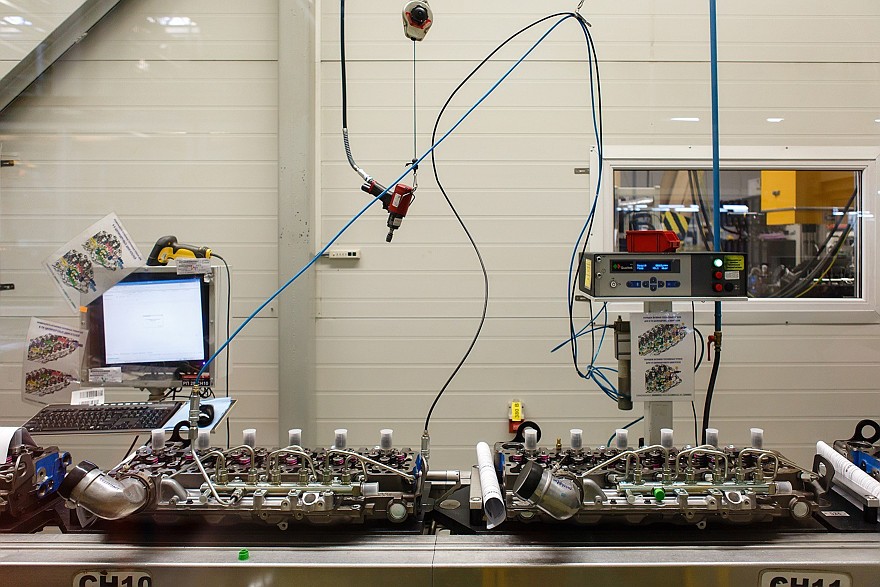
Есть такая поговорка – не мастер работает, а его инструмент. Можно, конечно, и поспорить, но доля истины есть: без хорошего инструмента ничего приличного не сделаешь. На каждом динамометрическом ключе есть наклейка с информацией, когда инструмент прошёл поверку. Если утром специалист такую бирку на ключах не увидит – будет вызывать мастера, работать непроверенным инструментом нельзя.



Чуть проще обстоит дело с пневматическим инструментом – он работает от централизованной системы, и если давление в ней отклонится от нормы, оборудование просто отключится. Параметры работы электрического инструмента находятся в единой системе, в которой фиксируются моменты затяжки. Эта мера позволяет исключить человеческие ошибки.
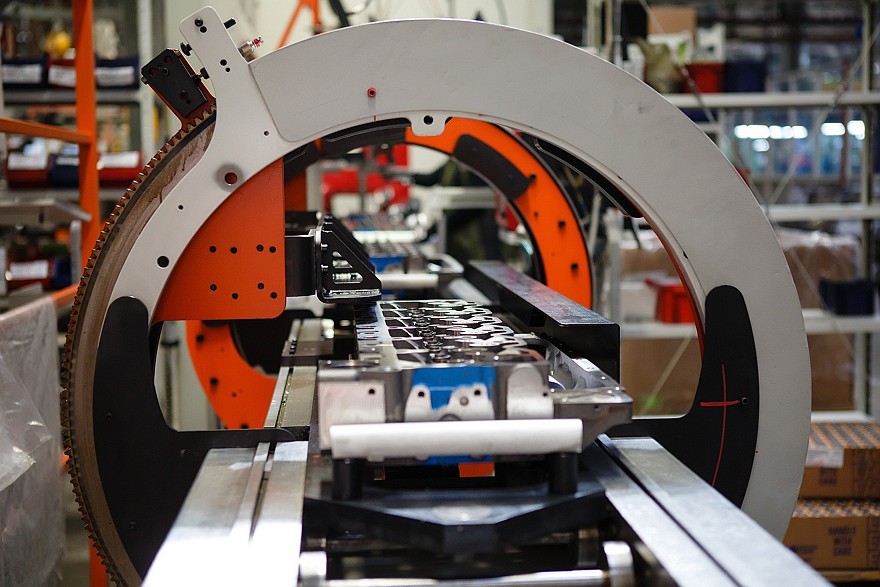
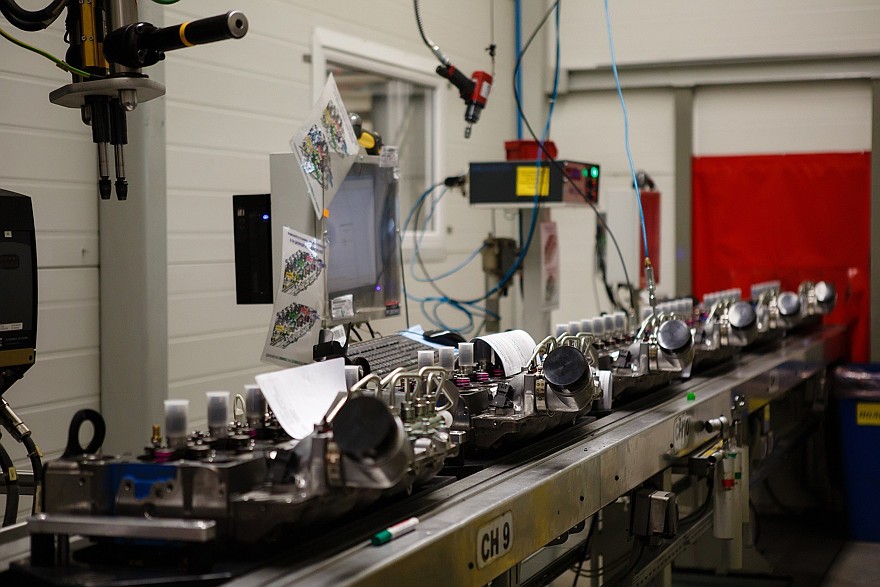
А начинается работа над двигателем с готового блока. Его маркируют, набивают серийный номер и распечатывают карту сборки двигателя. На линии стоят экраны – там показана электронная карта, которая дублирует распечатанную. Это значит, что, и на линию моторы поступают в строгой последовательности.
Затем блок перегружается на основную сборочную линию. Тут сборка осуществляется в соответствии с картой сборки, таким образом, в конце всегда можно проследить, на каком моторе какие стоят комплектующие – иногда эта информация может пригодиться, например, при обнаружении недостатков во время проверки готового мотора.
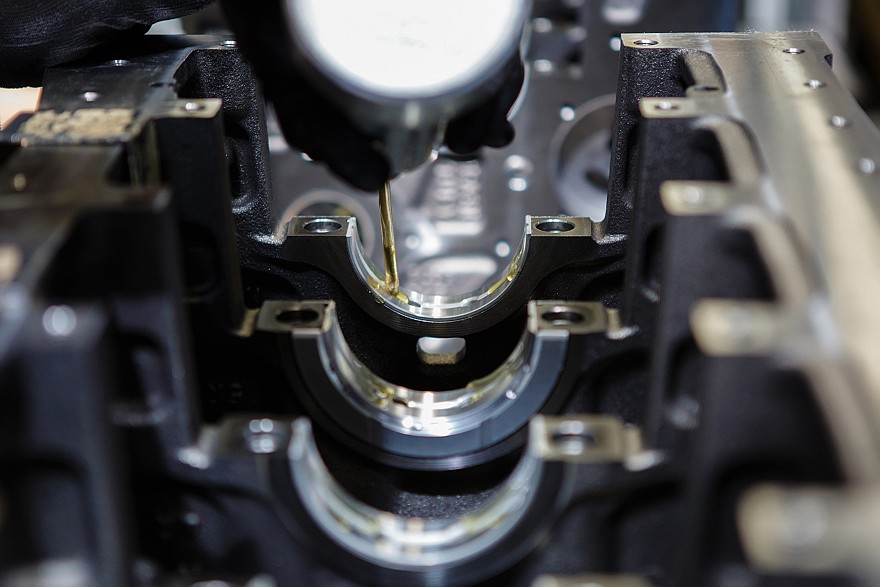
Кстати, в Камминзах почти не встретишь обычную прокладку – чаще используется герметик. Соединение получается более герметичным: жидкая прокладка лучше заполняет неровности.




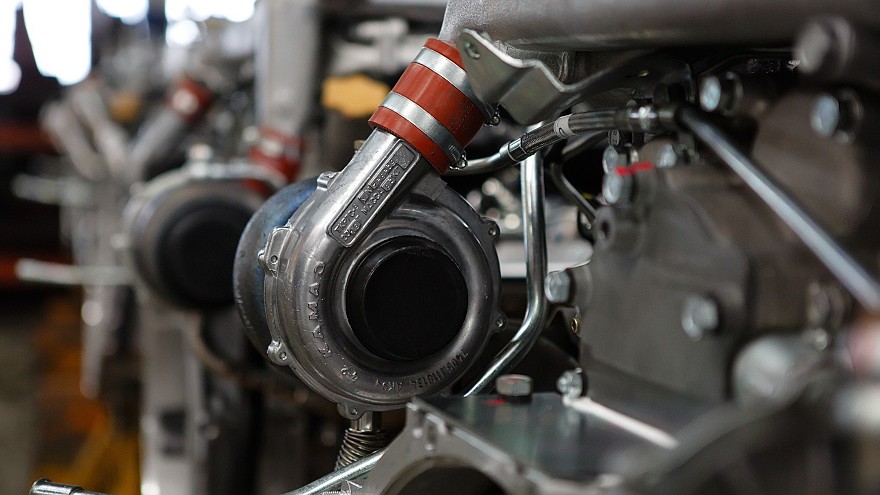
Топливную аппаратуру (она тут фирмы Bosch) устанавливают в отдельной камере (называют её «чистой комнатой»), давление в которой чуть выше, чем снаружи – пыль, мелкие частицы и прочий мусор туда не попадут.
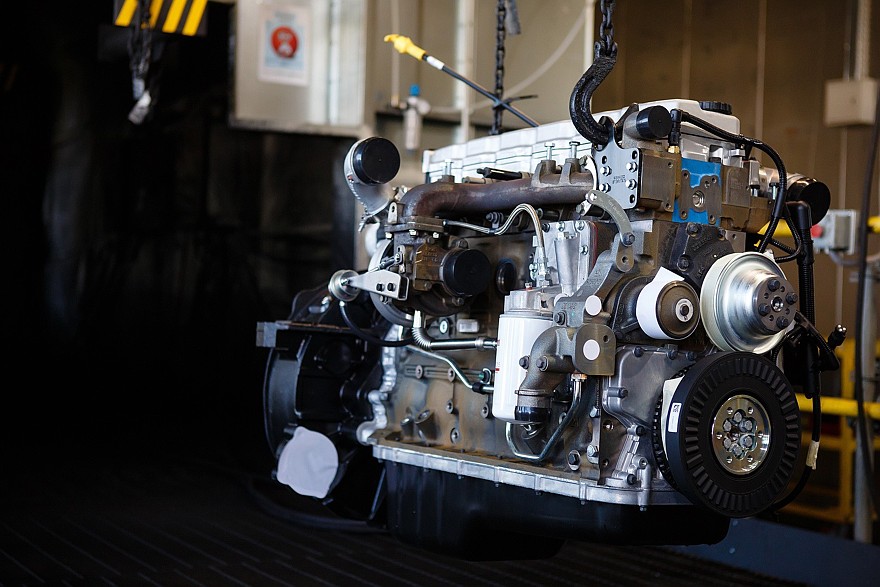





Перед проверкой двигатель заправляют, но в сборку на ГСК он уйдёт «сухим». После проверки он ещё отправится в покраску и только потом на него установят навесное оборудование – генератор, стартер, помпу, приводные ремни и прочее.



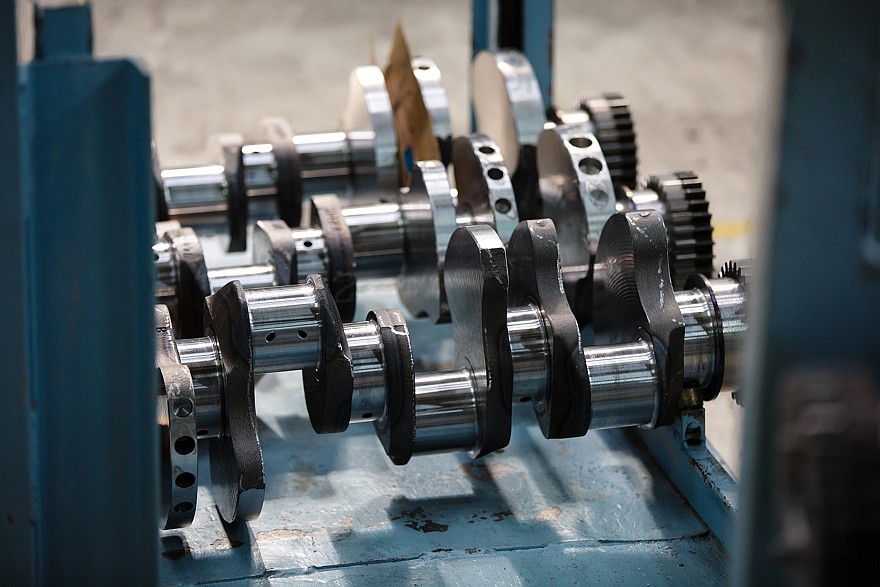
Насколько челнинский Cummins получается российским? Сейчас локализация достигает 60%, многое делают на «Камазе» – например, блок, коленвал, ГБЦ и маховик. Дальше, видимо, локализация будет расти. Однако пора вернуться на сборочный конвейер.
770 метров
Итак, на конвейер пришли шасси, моторы, кабины. Что с ними придётся сделать, чтобы всё это стало новым автомобилем? Может, это звучит странно, но сборка машины не выглядит чем-то сверхъестественным. Начинаем путешествие по конвейеру вместе с кабиной, которая только что пришла с ПРЗ. Она пока не похожа на кабину – просто сваренные и окрашенные панели. В неё ещё надо поставить уплотнители, проложить жгуты проводки. После этого ставят обивку передка, затем – крыши. После этого с участка подсборки щитка приборов приходят готовые приборные панели – и их также устанавливают в кабины.





Теперь можно ставить сиденья. Они могут быть двух типов – отечественные «Риат» или импортные TIS. Затем на кабину ставят зеркала заднего вида и механизмы стеклоподъёмников. А вот информационные таблички могут быть на разных языках – русском, немецком, португальском или арабском, всё зависит от того, кто заказчик собираемой машины.

Наконец, на кабину устанавливают систему подвески, потом навешивают двери, ставят пластиковые панели, элементы интерьера и стёкла. Откуда рабочие знают, что должно стоять в конкретной кабине? На каждой их них приклеен чек-лист с описанием всех параметров комплектации. Перед установкой на шасси кабина проходит «ворота качества» – проверку. И если с ней всё в порядке, её можно ставить на раму.





А рама тем временем идёт по параллельному конвейеру – до того, как на неё поставят кабину, ей предстоит пройти путь от куска железа до готового шасси. И начинает она идти «вверх ногами» – так проще ставить все элементы, доступ к которым удобнее снизу. Это мосты, раздатка, тормозные механизмы, системы выпуска и трансмиссия.
Прежде чем шасси перевернут в нормальное положение, оно пройдёт первые «ворота качества» – проверку на первом этапе сборки. Если никаких дефектов не обнаружилось, шасси переворачивают и отправляют дальше – ставить жгуты проводки, а затем – двигатель с коробкой передач. После этого уже можно устанавливать сцепное устройство, систему охлаждения и недостающую проводку. Потом шасси проходит ещё одни «ворота качества» – вторые за свою пока короткую жизнь.










После установки топливных баков шасси «женят» с кабиной – в итоге на конвейере стоит уже автомобиль. Теперь можно поставить аккумулятор, внешние элементы обвеса, колёса и… опять отправить на проверку. И если третьи «ворота качества» пройдены успешно, на новой машине наконец-то впервые запускают двигатель. Но хлопать в ладоши ещё рано – до ворот завода новому Камазу предстоит пережить ещё несколько операций.

Свежесобранный автомобиль сначала пройдёт через диагностический комплекс, затем – через пост обкатки. И уже потом можно будет заправить кондиционер и поставить облицовку. Если новый Камаз – бортовой грузовик, то пришло время установки кузова. И теперь остаётся маленькая, но важная процедура: проверка готового грузовика внешне. Вдруг что-то поцарапали во время сборки? Это возможно, поэтому сияющий Камаз ещё раз осмотрят, если надо – подкрасят. Все, теперь можно ехать на испытательный трек – кататься с водителем-испытателем, выявлять огрехи сборки на практике.















Если претензий не возникло, автомобиль, наконец, готов!
В прошлом году этот путь главного сборочного конвейера длиной 770 метров прошли 29 140 Камазов. А за всю историю предприятия – более двух миллионов машин. В скором времени наши родные, до боли знакомые татарские грузовики получат новый силовой агрегат – на заводе двигателей уже приготовили место для конвейера. А ещё есть масса интересных перспектив в развитии газомоторных технологий и даже электротранспорта.
Ну как тут не поверить в лучшее?




Для комментирования вам необходимо авторизоваться